|
|
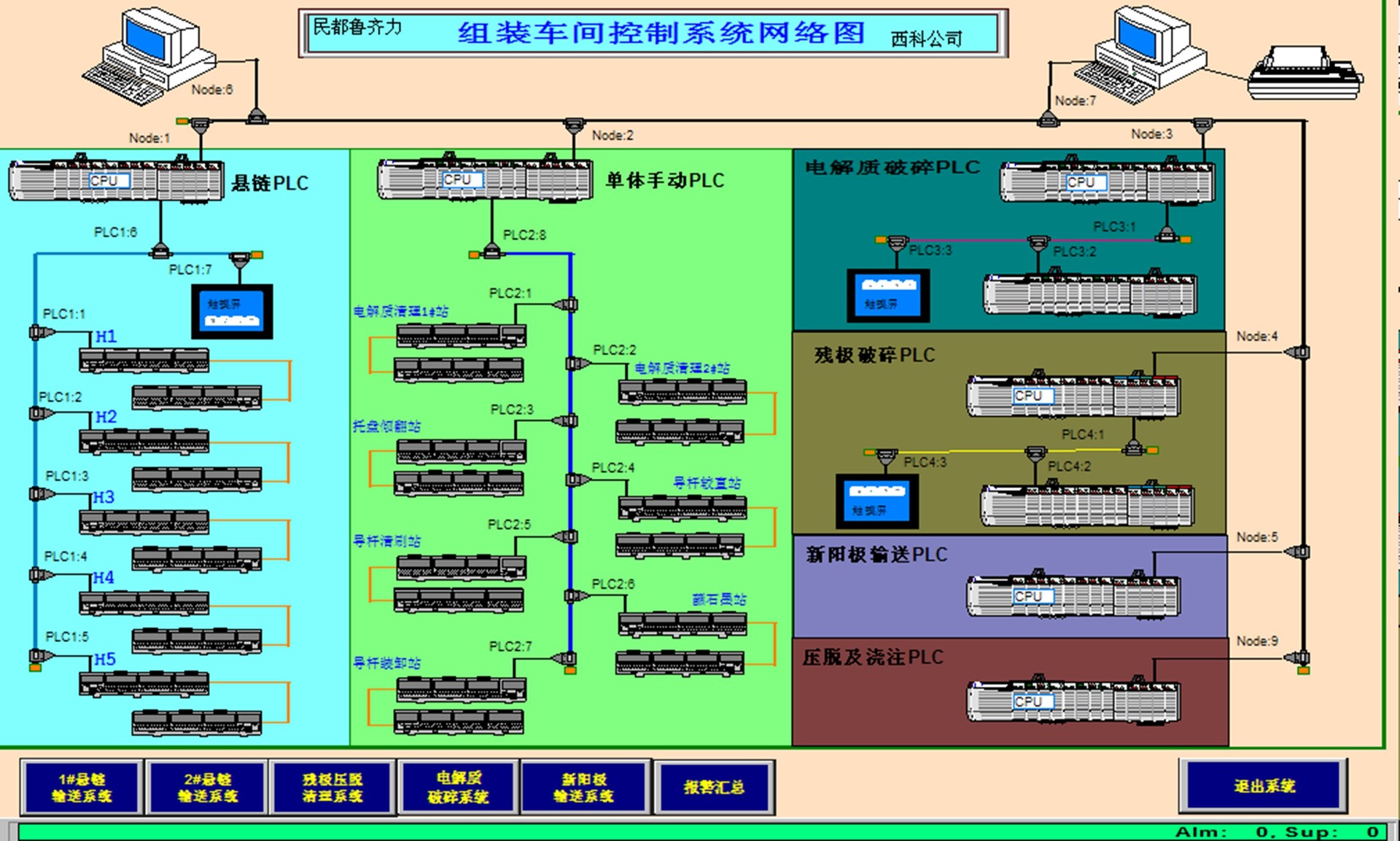
1.系统监控对象: 悬链系统、电解质清理系统、残极压脱系统、磷铁环压脱系统、铁环清理滚筒系统、钢爪校直系统、钢爪抛丸清理系统、导杆清刷系统、烘干机和蘸石墨机系统、辊式输送机系统、浇铸站系统。 2.控制方式: 1)就地控制:工作人员在现场进行设备的操作; 2)远方控制:程控人员在中控室进行设备的操作。在整个阳极组装运行过程中,实现实时采集,实时控制。 3.主要功能: 1)能显示阳极组装工艺流程全貌、工艺流程局部图 2)实时阳极组装系统运行图 3)设备运行动态显示,电机等设备的运行状态、过程参数动态显示 4)历史数据显示及查询 5)各种报表图形、棒图及趋势图等 6)故障报警一览表及故障查询,同时具有语言报警功能 7)各设备的运行显示、各设备的保护装置动作情况显示 8)各设备的工况显示 4.控制系统构成: 控制系统采用PLC和上位机的两级控制结构方式,主要由上位监控、下位数据采集处理、通讯系统组成。通过上位计算机的人机接口对系统设备发出控制命令,同时系统中各设备的运行状态信息在上位机LCD上直观、动态地显示出来。上位机和各设备PLC之间通过数据通讯接口进行通讯。PLC通过各I\O对现场设备进行控制。
|